























































Para marcas onde a falha na costura não é um resultado aceitável, vale a pena entender a diferença entre essas duas situações com algum detalhe.
O padrão 27,12 MHz: Por que a soldagem RF aquece de maneira diferente
A principal distinção entre a soldagem RF e a ligação térmica convencional não é apenas a eficiência – é a direção em que o calor viaja através do material.
Os métodos convencionais (barras quentes, placas aquecidas, pistolas de calor) aplicam energia à superfície do material e dependem da condução para levar o interior à temperatura de ligação. Para filmes finos isso funciona adequadamente. Para os tecidos laminados de TPU espessos e densos usados em equipamentos impermeáveis premium, isso cria um problema prático: levar a interface interna à temperatura de fusão requer tempo de permanência na superfície suficiente para correr o risco de queimar ou deformar a camada externa primeiro. A janela entre “insuficiente” e “muito” diminui à medida que a espessura do material aumenta.
A soldagem RF contorna isso gerando calor de dentro do material em vez de conduzi-lo para dentro. O equipamento profissional de soldagem por RF opera a 27,12 MHz – a banda de radiofrequência ISM designada (industrial, científica e médica) alocada para esta classe de equipamento industrial. Nessa frequência, o campo eletromagnético alternado faz com que as moléculas polares dentro do TPU tentem o realinhamento a cada oscilação: aproximadamente 27 milhões de vezes por segundo. O atrito molecular que isso produz gera calor uniformemente em toda a zona de solda, na interface onde a fusão precisa ocorrer, sem depender da condução térmica da superfície para o interior.
Sob pressão pneumática aplicada simultaneamente, o material na interface de união atinge a temperatura de fusão e as camadas se fundem no nível molecular. Uma vez removido o campo e o material esfriado sob pressão sustentada, o limite original entre os dois painéis não existe mais estruturalmente – a zona de solda tornou-se uma única peça contínua de material. Em testes de tração destrutivos, esta zona normalmente ultrapassa o ponto de falha do tecido base circundante. Esse resultado é a referência prática para uma solda RF executada corretamente.
Soldagem de TPU de alta tenacidade 840D: uma margem de erro mais estreita
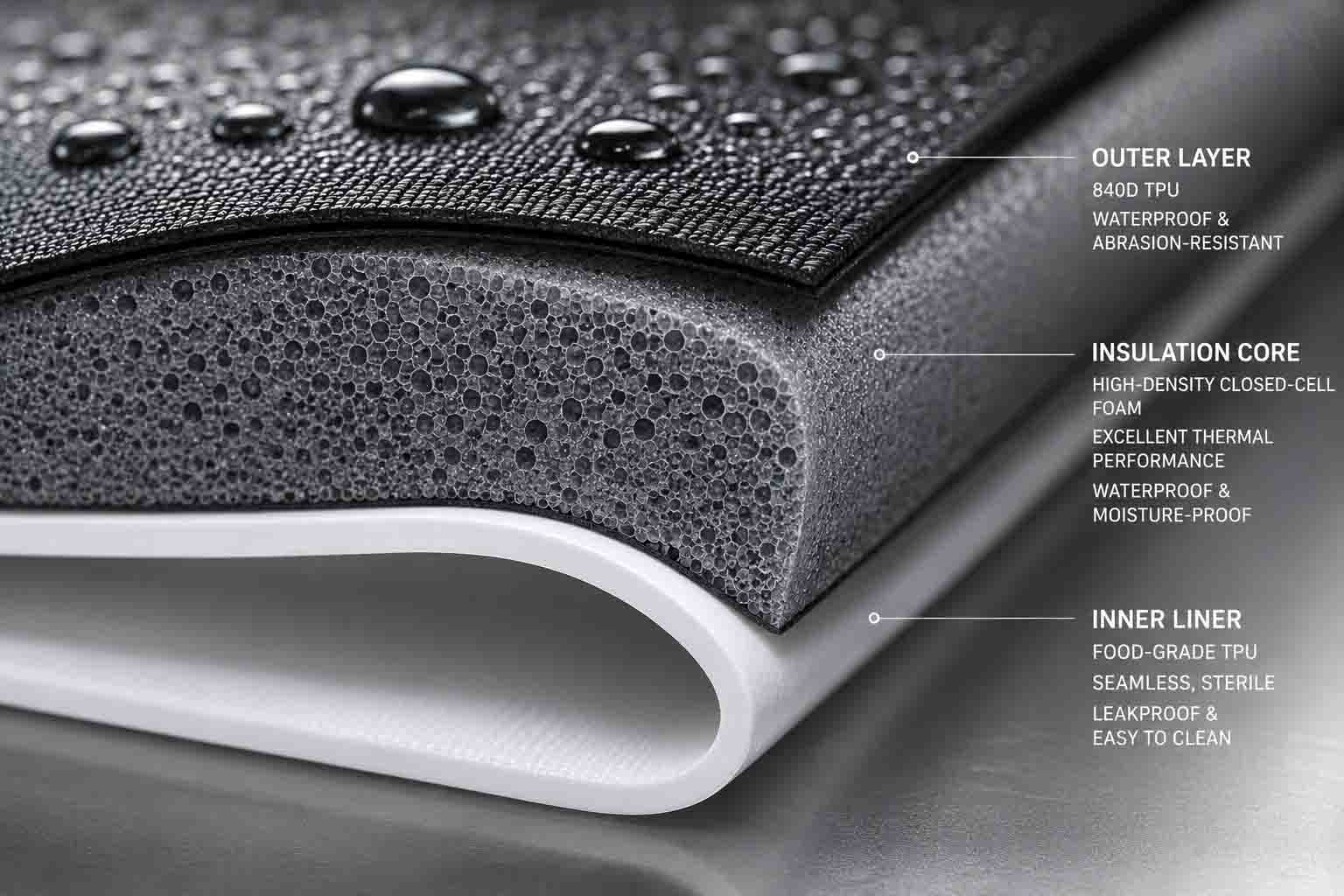
A soldagem RF funciona em uma variedade de termoplásticos compatíveis – PVC, PET, EVA e vários tecidos revestidos de PU. Para aplicações externas pesadas que exigem resistência sustentada à abrasão e integridade estrutural sob carga, o TPU de alta tenacidade de 840 deniers é o material de referência. É também o que mais exige calibração de processos.
Um denier mais alto significa mais massa de material na zona de solda, o que requer mais energia eletromagnética para atingir a temperatura de fusão. A dificuldade é que isso não significa simplesmente aumentar a potência. A janela operacional – a faixa entre energia insuficiente (fusão incompleta, solda propensa a vazamentos) e energia excessiva (queimadura do material, barreira à prova d’água comprometida) – diminui à medida que o peso do tecido aumenta. Uma configuração de energia que funcione corretamente no TPU 420D pode produzir pontos frios no 840D no mesmo tempo de ciclo, enquanto uma configuração calibrada para 840D pode queimar materiais mais finos no mesmo produto.
Gerenciar isso requer calibração específica do material. Quando o TPU 840D entra em uma linha de produção – seja a introdução de um novo produto ou um novo lote de material do mesmo fornecedor – a potência de RF, a pressão da prensa e o tempo do ciclo precisam ser validados em relação a esse material específico: seu denier, peso do revestimento de TPU e formulação. Estes parâmetros pertencem a um POP documentado, verificado no início de cada produção. Uma instalação que aplica configurações uniformes em todas as gramaturas de tecido não está fazendo esse trabalho, independentemente de como a capacidade é descrita.
Três variáveis de processo que determinam a consistência da produção
Um protótipo que passa no teste de pressão estabelece que a solda correta é alcançável. A produção consistente requer o controle das variáveis que determinam se ela é repetível em todo o volume.
Precisão de ferramentas de matriz
A matriz de soldagem – o eletrodo moldado que entra em contato com o material e define a geometria da solda – é usinada em latão ou alumínio nas dimensões exigidas pelo padrão de costura específico. A precisão dimensional nesta ferramenta não é uma preocupação secundária. Uma superfície irregular da matriz produz uma distribuição de pressão desigual em toda a zona de solda, o que produz aquecimento interno desigual: pontos frios onde o material não atingiu a temperatura de fusão total e pontos quentes onde foi superaquecido. Os pontos frios tornam-se pontos de início de vazamento. Os pontos quentes tornam-se áreas de afinamento do material que comprometem a integridade da costura a longo prazo.
O desgaste da matriz tem o mesmo efeito sobre o volume de produção. As superfícies de contato que estavam dentro da tolerância no início de uma campanha de produção saem gradualmente da tolerância. As operações responsáveis de soldagem por RF rastreiam a condição da matriz e substituem ou recalibram as ferramentas antes que o desgaste afete a qualidade da solda, e não depois que os testes de CQ começarem a mostrar taxas de falha elevadas.
Aplicação de pressão: duas fases, duas funções diferentes
A pressão pneumática na soldagem RF desempenha funções distintas durante a fase de soldagem ativa e a fase de resfriamento que se segue, e ambas são importantes.
Durante a fase de RF ativa, a pressão garante contato íntimo entre as camadas de material na interface de solda, permitindo a mistura molecular à medida que o TPU atinge a temperatura de fusão. Durante a fase de resfriamento após a remoção da energia de RF, a pressão mantém a zona fundida em posição enquanto as cadeias poliméricas se solidificam. A liberação da pressão antes que a zona de solda tenha esfriado o suficiente permite que o material ainda macio se deforme – produzindo uma ligação mais fraca e inconsistências dimensionais nas bordas da zona de solda que se tornam pontos de concentração de tensão em uso.
A liberação prematura de pressão está entre os atalhos de processo mais comuns na soldagem RF de alto volume, onde a pressão do tempo do ciclo cria um incentivo operacional para passar rapidamente para a próxima peça. As soldas resultantes geralmente passam na inspeção visual e nos testes iniciais de baixa pressão e, em seguida, apresentam taxas de falha elevadas sob carga sustentada e repetidos ciclos de flexão no campo.
Tempo de ciclo
Um ciclo completo de soldagem RF é executado em três fases: pré-prensagem (pressão aplicada antes da ativação de RF, permitindo que o material se assente corretamente na matriz), soldagem ativa (energia RF ligada, aquecimento molecular e fusão ocorrendo) e resfriamento sob pressão (RF desligado, solidificação da zona de solda). Cada fase tem uma duração ideal específica para a espessura do material, peso do revestimento e geometria da matriz em uso.
Esses tempos não são transferidos entre materiais. Um ciclo desenvolvido para uma especificação específica de TPU soldará mal tecidos mais pesados e correrá o risco de soldar demais materiais mais leves usados em outras partes do mesmo produto. Quando as especificações dos materiais mudam entre as execuções de produção – diferentes deniers, diferentes pesos de revestimento, diferentes lotes de fornecedores – os parâmetros do ciclo exigem revalidação, e não suposição de continuidade.
Teste de pressão hidrostática de 1,0 bar: o que realmente confirma
A inspeção visual da costura identifica defeitos no nível da superfície: marcas de queimadura visíveis, lacunas óbvias na cobertura da solda, distorção dimensional grosseira. Ele não identifica zonas internas com fusão insuficiente, microvazios na interface da solda ou pontos frios que permanecem sob condições ambientais, mas abrem sob carga. Para produtos à prova d'água com qualquer reivindicação de classificação de pressão, a inspeção visual é no piso, não no teto.
O teste de pressão hidrostática de 1,0 Bar é o padrão de validação para produtos externos soldados por RF. Um bar corresponde à pressão hidrostática de uma coluna de água de 10 metros – significativamente além das condições de submersão que a maioria dos produtos externos encontrará no uso em campo, o que é exatamente o que o torna um teste de qualificação de produção significativo.

O procedimento: os produtos concluídos são inflados a uma pressão interna de 1,0 bar e submersos em água ou mantidos sob pressão por um período definido. A condição de aprovação é zero emissão de microbolhas de qualquer costura, zona de solda ou ponto de fechamento. Uma única bolha indica um caminho de vazamento que admitirá água para uso em campo, independentemente da escala. Não há aprovação parcial aceitável neste nível de teste.
O que o teste confirma vai além de saber se uma unidade específica mantém pressão no momento do teste. Um produto que passa de 1,0 Bar confirmou a fusão molecular completa em todas as zonas de solda, o contato correto da matriz em toda a geometria da costura e o resfriamento adequado antes da liberação da pressão. Taxas de aprovação consistentes em uma execução de produção são evidências de controle de processo – e não de variação de unidade individual que resultou em tendência positiva.
A frequência dos testes é tão importante quanto a gravidade dos testes. Os testes por unidade em produtos de costura críticos fornecem cobertura completa da produção e detectam falhas individuais antes do envio. A amostragem em lote fornece confiança estatística a um custo menor, mas permite falhas individuais. O protocolo apropriado depende do custo posterior de uma falha de campo de uma única unidade – para produtos onde um vazamento gera uma reclamação de garantia e exposição potencial da marca, o teste por unidade é a posição racional.
Avaliando a capacidade de soldagem por RF: as questões que distinguem a maturidade do processo
A prevenção de vazamentos em produtos impermeáveis soldados por RF é um resultado de engenharia, não uma reivindicação de fabricação. As variáveis do processo são conhecidas, os métodos de controle estão estabelecidos e o protocolo de teste que valida o resultado está bem definido. Um fabricante com capacidade genuína nesta área descreverá a sua operação nesses termos específicos.
As perguntas que vale a pena fazer durante a avaliação de fornecedores são concretas:
Como as configurações de potência de RF e os tempos de ciclo são documentados de acordo com a especificação do material e o que aciona a revalidação quando os lotes de materiais mudam?
Como a condição da matriz é monitorada e em que limite o ferramental é substituído?
Os testes hidrostáticos são realizados por unidade ou por amostragem em lote e a que pressão?
Eles podem fornecer registros de testes de produção recente de produtos comparáveis?
Estas não são questões difíceis para uma instalação que realmente controla estas variáveis. São perguntas muito difíceis para uma instalação que opera equipamentos de soldagem por RF sem a disciplina do processo por trás disso. As respostas informam em que situação você se encontra.